A life of decisive action
 In terms of the next step for Osaka Steel Tube, we turn to new employee abilities that will become a greater driving force. Sales work, technological work, office work, regardless of the type of responsibility, new employee ability is the impetus to think for one’s self, act on one’s own, and have gentle thoughts. In this age, it is not enough to simply do the job given to you and survive. This is true for corporations as well as people.
In terms of the next step for Osaka Steel Tube, we turn to new employee abilities that will become a greater driving force. Sales work, technological work, office work, regardless of the type of responsibility, new employee ability is the impetus to think for one’s self, act on one’s own, and have gentle thoughts. In this age, it is not enough to simply do the job given to you and survive. This is true for corporations as well as people.
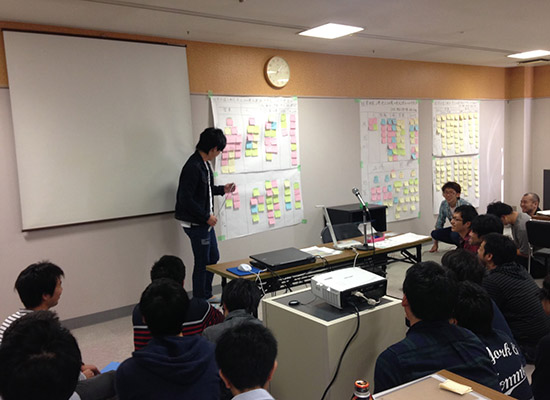
By extending an antenna that catches what users and society want, and then solving the anticipated problems that face the actualization of that want, results will be produced. I want employees with such abilities to move forward alongside Osaka Steel Tube. We are making a work environment that allows ideas born from gentle thought to be heard. Now, Osaka Steel Tube has entered another long period of stability. Yet, the more stability is ensured, the more a sense of impending danger grows. Corporations respond to their environment, and must adapt and evolve with the times. The burden now shifts more to the new employees. Particularity for the realization of new operational developments at Osaka Steel Tube, new employee’s abilities will be the engine for the anticipated drawing out of new capabilities.
When I was in graduate school, one of my professors gave me this advice: “If you’re at a loss, just do it.” When there is something that must, or is desired, to be done yet cannot be accomplished, people become lost. Wondering whether or not to do something means you have sufficiently evaluated the risks. Moreover, it is something that you want to do. In the age of artificial intelligence and automatic driving, humans will probably have to decide what can only be done by humans. There are many things at Osaka Steel Tube that “must be done.” Inside the company, there are many employees who have something they “want to do” for the customer or for society. It is more interesting to try something before making a list of ideas why it is impossible.
I wait for that knock on the door and a new challenge is welcome in at Osaka Steel Tube.
CEO Tsuyoshi Sakane

who can continue moving forward in any situation
who independently and proactively influences their environment
who can be active in the current global environment
who wants to put specialized knowledge and skills into practice
who can articulate their thoughts and listen well
who can dedicate and apply his or her self to one thing
who can carry a task to completion