常に改善・前進、P→AP→D→C→A
 大阪鋼管のネクスト・ステップにとって、もっとも大きな牽引力となるのが、これから迎える新しい人材です。営業職、技術職、事務職、職種を問わず、新しい人材に期待するのは自分で考え、自分で行動できる柔軟な発想と行動力です。これからの時代は企業も人も、与えられた仕事をただこなしているだけでは、生き残っていくことは出来ません。
大阪鋼管のネクスト・ステップにとって、もっとも大きな牽引力となるのが、これから迎える新しい人材です。営業職、技術職、事務職、職種を問わず、新しい人材に期待するのは自分で考え、自分で行動できる柔軟な発想と行動力です。これからの時代は企業も人も、与えられた仕事をただこなしているだけでは、生き残っていくことは出来ません。
ユーザーが、社会が何を要求しているのかをキャッチするアンテナを張り巡らせ、その実現に向けての課題を見つけ期待にこたえ、結果を出す。そんな人材と、今後の大阪鋼管を創っていきたいと考えています。
柔軟な発想から生まれたアイデアに耳を傾ける環境や社風は整っています。今、大阪鋼管は再び安定成長期に入っています。しかし、安定が保証されればされる程危機を感じます。企業は環境適応業であり、時代の移り変わりと共に変化し進化を遂げなければなりません。その任務は新しく迎える人材に負うところが大きく、特に新たな事業展開を目指す現在の大阪鋼管における新たな人材がそのエンジンとなり、大阪鋼管の新しい可能性を引き出してくれることを期待してやみません。
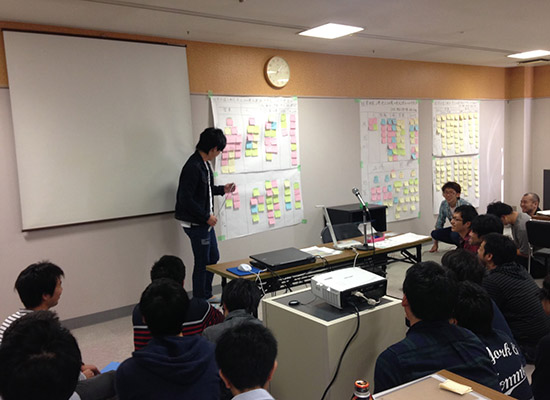
2017年の社長就任直後に、もっともっと楽しい会社にしようと掲げた3つのスローガンの1つが『常に改善・前進、P→AP→D→C→A』というものです。部活動などに一生懸命に成ったように、仕事でも仲間と目標を達成していくのはとても楽しいことです。
PDCAが仕事では大切であるとよく言われます。現在からのアプローチである改善と、未来からのアプローチであるPDCA。思い描いた未来への計画を実現するために、PDCAにはAP (Action Plan:実行計画)が必要です。大阪鋼管を個々人の力と組織の力で更に楽しい会社にしたい。日々、成長していることを実感できる会社にしたい。
是非とも、大阪鋼管のドアをノックし、チャレンジ頂くことを節に期待します。
代表取締役社長 坂根 毅

何事にも前向きに進み続ける人
自主的で積極的・周りに影響を与えられる人
グローバルの時代に活躍したい人
専門的知識・スキルを活かしてみたい人
思いや考えをよく言いよく聞ける人
一つのことに専念し努力するのが得意な人
着実にやり遂げられる人